
SPAWANIE WIĄZKĄ ELEKTRONOWĄ
Spawanie wiązką elektronową to rodzaj techniki spawania metali. Spawanie elektronowe polega na nagrzewaniu miejsca
łączenia przy pomocy strumienia elektronów. Do spawania tą techniką służy spawarka elektronowa, w której źródłem elektronów jest działo elektronowe.
Elektrony są przyspieszane napięciem rzędu dziesiątków kV. Charakterystyczną cechą spawania elektronowego jest to, że spawanie odbywa się najczęściej w środowisku próżni rzędu 10-4... 10-5 mbar.
Inną cechą charakterystyczną jest to, że spoina tworzy się przez stopienie brzegów łączonych detali. Nie jest więc konieczne używanie dodatkowego spoiwa.
Technika ta pozwala łączyć metale (np. wolfram-miedź, niob-miedź), których nie daje się łączyć innymi technikami spawalniczymi. Próżnia, otaczająca spawany przedmiot zapobiega tworzeniu się w spoinie pęcherzy gazu; wydzielające się gazy są natychmiast odpompowywane, co zapobiega tworzeniu się defektów i pęcherzy. Próżnia zapobiega także utlenianiu się łączonych metali, dzięki czemu powstające spoiny odznaczają się bardzo dobrą jakością.
Klasyczne spawanie elektronowe posiada jednak też pewne wady. W pierwszym rzędzie, technika ta nie nadaje się dobrze do łączenia metali i stopów łatwo parujących w próżni, takich jak glin czy magnez. Po drugie, spawanie tą techniką wymaga skomplikowanej aparatury: pompy próżni niskiej i wysokiej (zazwyczaj dyfuzyjnej), pompy do pompowania wyrzutni (dawniej dyfuzyjnej, obecnie najczęściej turbomolekularnej), wyrzutni elektronów wraz z zasilaczami, układów podglądu elektronowego spawanego detalu itp. Po trzecie, spawane detale muszą być takich gabarytów, aby zmieścić się w komorze spawarki. Koszt eksploatacji klasycznych spawarek jest stosunkowo wysoki, z uwagi na zużycie energii, potrzebnej do pracy pomp, zużycie wody do chłodzenia oraz potrzebę konserwacji elementów spawarki.
Spawanie elektronowe ma przeszło stuletnią historię. Pod koniec XIX wieku Wiliam Crookes zauważył, że promienie katodowe są w stanie rozgrzewać umieszczone na ich drodze folie metalowe.
 |
W 1907 r. Marcello von Pirani, niemiecki wynalazca wykorzystał to zjawisko do rafinacji trudno topliwych metali.
W następnych latach konstruktorzy budowali coraz to doskonalsze piece elektronowe do topienia metali.
Dopiero rozwój techniki nuklearnej wymusił konieczność poszukiwania nowych metod łączenia metali. Było to związane z faktem, że metale te posiadały różne właściwości i nie dawały dobrze się łączyć znanymi wcześniej sposobami.
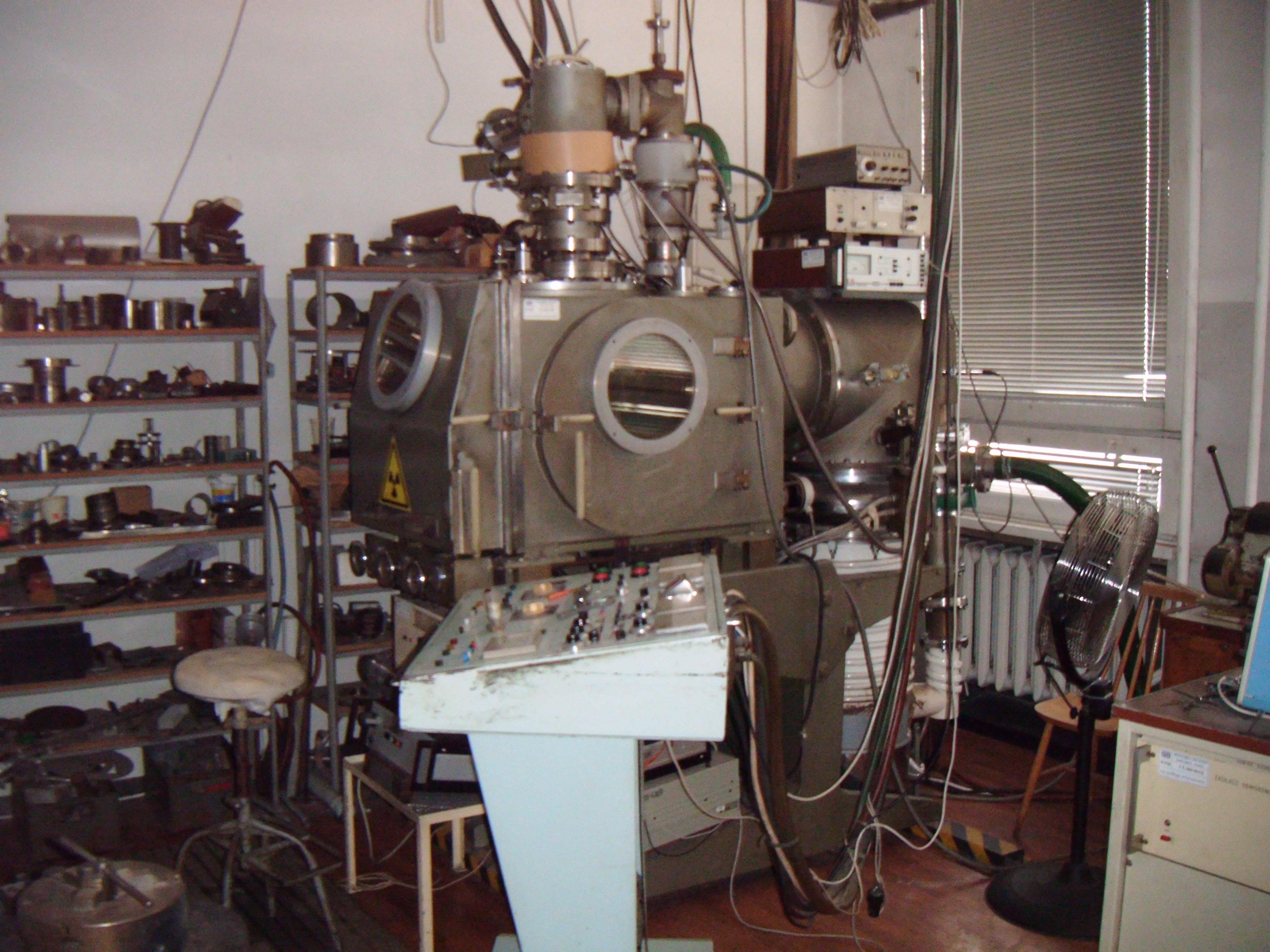
W 1950 r. skonstruowano pierwszą praktyczną spawarkę elektronową, która została wykorzystana do produkcji elementów paliwa do reaktorów nuklearnych. W Polsce konstrukcje i badania spawarek elektronowych rozpoczęto w latach 60. XX wieku w Przemysłowym Instytucie Elektroniki w Warszawie i oddziale we Wrocławiu. Poniżej przedstawiono zdjęcie spawarki skonstruowanej w PIE na początku lat 70. XX wieku.
 |
 |
Spawanie elektronowe odznacza się szeregiem korzystnych właściwości. Technika ta pozwala łączyć metale (np. wolfram-miedź, niob-miedź), których nie daje się łączyc innymi technikami spawalniczymi.
Spawanie elektronowe jest stosowane między innymi do łączenia elementów aparatury próżniowej.
W Polsce spawaniem elektronowym zajmuje się Instytut Tele- i Radiotechniczny. Inicjatorem stosowania tej techniki spawania w Polsce był prof. Wiesław Barwicz.
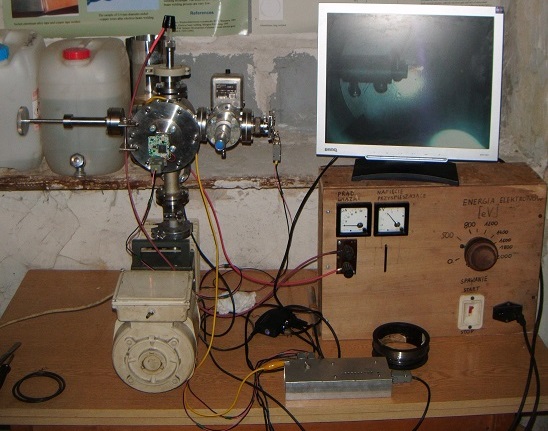
Niskopróżniowe spawanie elektronowe jest pewną odmianą wyżej przedstawionej metody i może być stosowane w kilku różnych wariantach. Jednym z wariantów jest użycie wyrzutni elektronowej z zimną katodą, która do swej pracy wymaga rozrzedzonej atmosfery gazu o ciśnieniu około 0,2 mbar, czyli 2x10-4 atmosfery. Gazem roboczym może być argon, który jest tanim gazem szlachetnym o stosunkowo ciężkich atomach. Ten właśnie wariant spawania stosuję w swoim laboratorium.
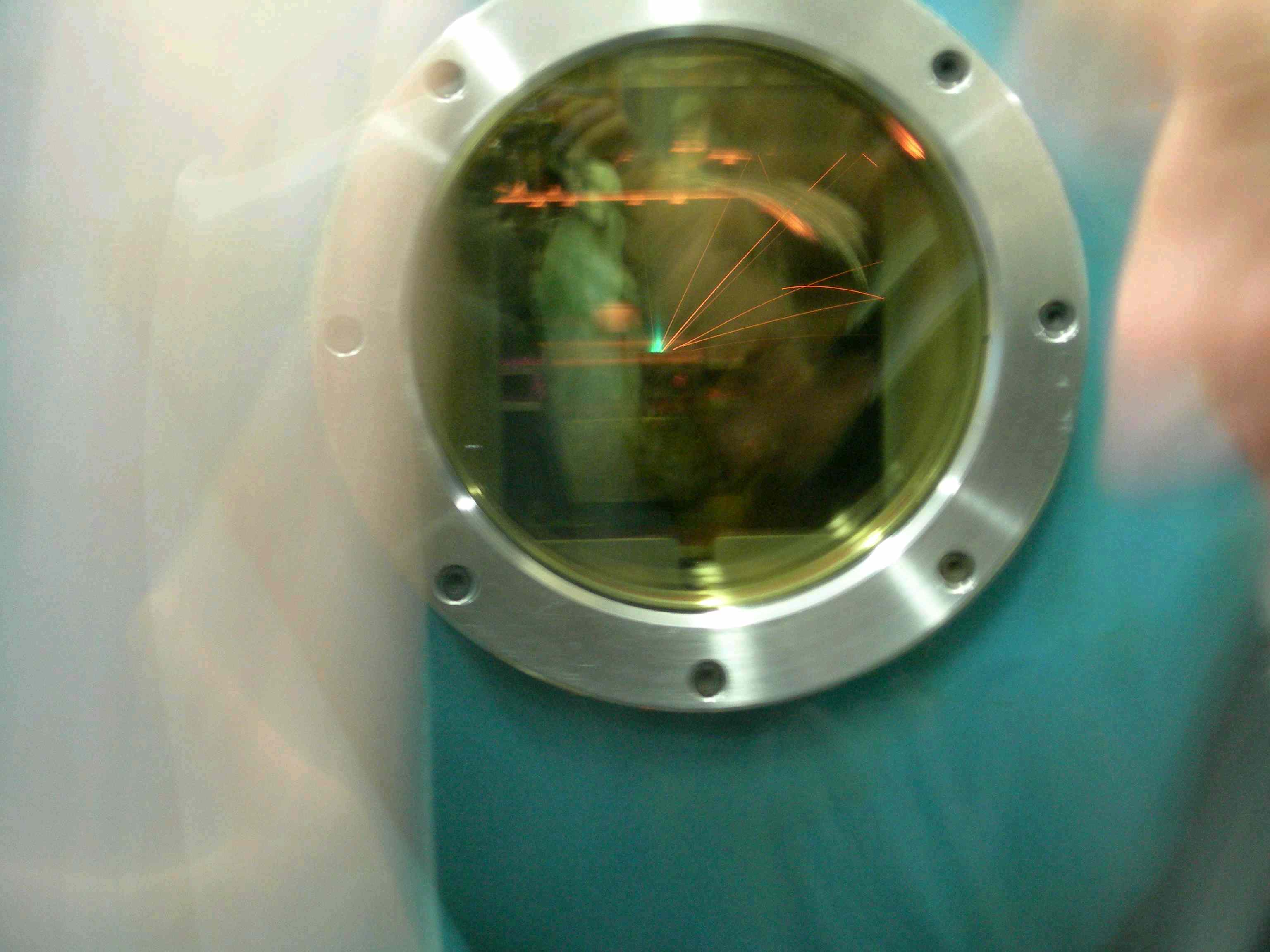
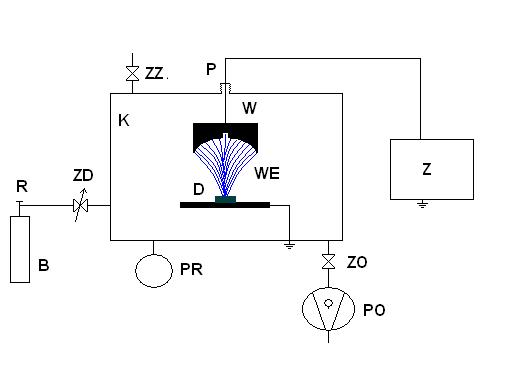
Zasada działania tej spawarki jest następująca. W próżniowej komorze K znajduje się elektronowa wyrzutnia W, będąca jednocześnie zimną katodą. Wyrzutnia ta jest zasilana z zasilacza wysokiego napięcia Z. Napięcie z zasilacza jest płynnie regulowane w zakresie od zera do kilku kV, zaś wydajność prądowa zasilacza wynosi kilkaset mA. Wyrzutnię stanowi aluminiowy wałek, w którego czole wytoczono wklęsłą powierzchnię sferyczną. W środku wyrzutni znajduje się wnękowy otwór, z którego wybiega wiązka elektronów. Bombarduje ona spawany detal. Energia kinetyczna wiązki elektronów zamieniana jest w większości na ciepło, służące go spawania detalu D. Przesuwanie detalu odbywa się za pomocą manipulatora próżniowego lub serwomechanizmu wewnątrz komory (nie uwzględniono tych elementów na rysunku). Próżniomierz PR wskazuje wartość próżni w komorze.
Warunkiem koniecznym do pracy wyrzutni jest przyłożenie wysokiego napięcia oraz obecność gazu pod niewielkim ciśnieniem w komorze. Aby wyeliminować możliwość reakcji chemicznej tego gazu ze spawanymi detalami gaz ten powinien być gazem szlachetnym. Gaz jest podawany do komory z butli B przy użyciu zaworu z reduktorem na butli R oraz zaworu dozującego ZD. Jednocześnie gaz jest odpompowywany poprzez kanał próżniowy z zaworem odcinającym ZO przy użyciu pompy obrotowej PO, zatem spawanie odbywa się w przepływie gazu szlachetnego. Po skończonym spawaniu zamyka się zawór ZD i ZO i otwiera się zawór zapowietrzający ZZ. Po zapowietrzeniu komory można ze spawarki wyjąć zespawany detal.
 |
 |
Przy użyciu tej spawarki z powodzeniem wykonywałem złącza z różnych metali, w tym także termoparowe z drutów o średnicy 0,08-0,4 mm, używając drutów miedzianych, niklowych i konstantanowych. Łączyłem też druty aluminiowe do średnicy 1,5 mm i detale ze stali nierdzewnej.
 |
 |
Spawarka elektronowa WS6/25 Unitra Obrep
Karty katalogowe polskich spawarek elektronowych (plik rar)
Wiązka elektronów w próżni-artykuł z "Przeglądu technicznego" 34/1987 r. (plik rar)
Powrót
do strony głównej